
-
A feladatokat gyorsan, rugalmasan, szakmai hozzáértéssel oldjuk meg. Ennek köszönhetjük, hogy közvetlen beszállítóként segíthetjük olyan vezető ipari vállalatok munkáját, mint az AUDI Hungária, a Continental ContiTech, vagy a Nemak.
-
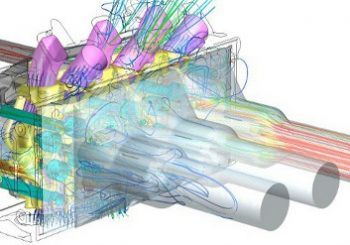
Kiemelt szakterületünk az ipari berendezések üzemeltetése, fejlesztése és gyártási folyamatok működtetése során felmerülő áramlás- és hőtani problémák megoldása CFD szimulációval,
-
Értjük a termékfejlesztő, termelési, karbantartó és gyártervező mérnökök nyelvét és megoldást nyújtunk az áramlás- és hőtani problémáikra,
-
20 év iparban eltöltött gépészmérnöki tapasztalat áll rendelkezésünkre,
-
A több, mint 12 év áramlás- és hőtani szimulációs és CAD tervezési tapasztalattal együtt a különböző numerikus megoldókkal és Linux alapú számítógép rendszerekkel szerzett ismeretek segítik a problémák gyors megoldását.
Iparágak, Alkalmazási területek
Az áramlástani szimuláció gyakorlati alkalmazhatóságát, az eredmények felhasználásával megvalósult beruházások technológiai és gazdasági hasznát az alkalmazási területek széles skáláján bizonyíthattuk. Kromatográfiás berendezések fejlesztése vagy üvegolvasztó kádkemence fala...
Tovább...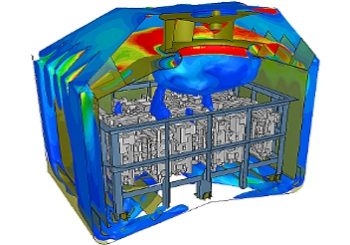
Ügyfeleinknél jelentkező előnyök
Ügyfeleink az ipari berendezések és termelési folyamatok áramlás- és hőtani problémáinak megoldása során számíthatnak a CFD Engineering szakmai tapasztalatára és a CFD szimulációhoz kapcsolódó erőforrásaira. Pornak és füstnek kitett operátor egy öntőgép mellett, nem megfe...
Tovább...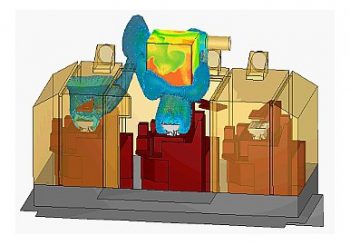
Ügyfeleink mondták az együttműködésünkről
"... A CFD Engineering erőssége a rugalmasság és az ügyfélközpontúság. Külön kiemelendő a nagy tapasztalattal rendelkező mérnöki szakmai hozzáértés. A CFD Engineering szolgáltatási minőségével kivívta vállalatunk vezetőinek és mérnökeinek elégedettségét..." - David Toth, ügy...
Tovább...